

馬口鐵產品
統一實業股份有限公司有鑑於食品罐頭工業發展之需要,而與日本JFE鋼鐵公司技術合作設立整廠馬口鐵皮生產線,採用水平式-HALLOGEN連續表面處理法,並且全自動電腦化生產馬口鐵皮。水平式HALLOGEN連續法的優點,不僅能夠使馬口鐵皮上所附著的錫層均一及產製超薄、高硬度的馬口鐵皮,而整套生產設備的維護也較其他連續電鍍法生產線簡單及易於保養,是為最進步的改良式生產線。
-
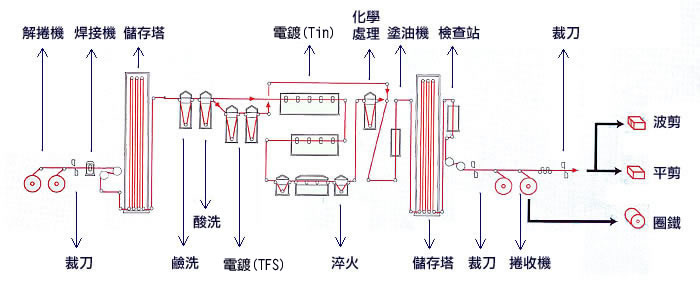
馬口鐵廠的製程
本公司採HALLOGEN水平式連續鍍製設備,以及全程電腦控制系統,對不同規格之處理製程做不停機自動切換,從裁剪尺寸、電流控制、化學處理、温度、生產速度、故障顯示等均能自動檢測及監控,是匯集世界一流技術、設備與人才精華的高科技生產體系。
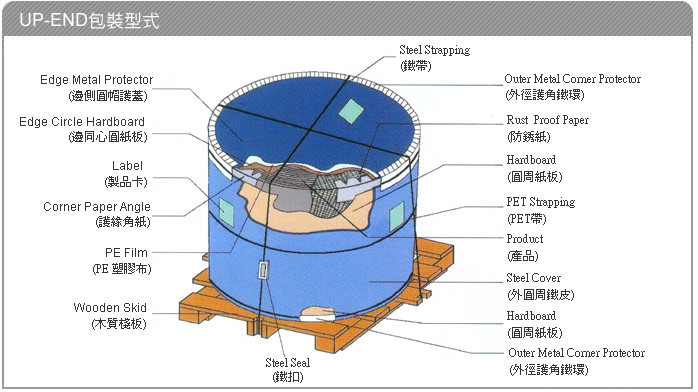
包裝與標示
為確保馬口鐵品質,馬口鐵皮產品特別注重包裝的密閉性與安全性。通常以1500張馬口鐵皮為一包裝箱,但可視客戶要求而另定包裝張數。
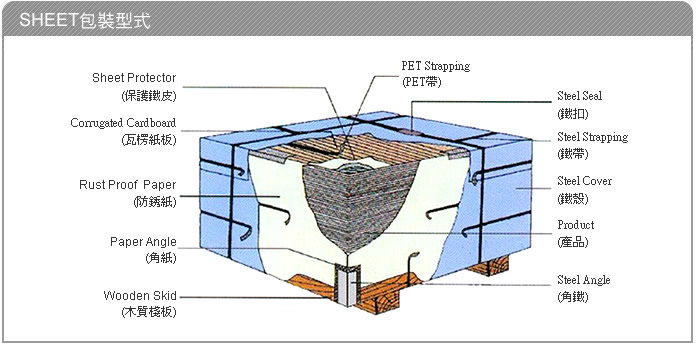
標示
本公司馬口鐵皮產品在包裝上附有標示卡,內容包括鋼種、調質度、表面處理、鍍錫量、尺寸、張數及檢查號碼等。
-
本公司有多用途馬口鐵皮生產線,可以生產馬口鐵皮、TFS鐵皮及各種鍍面鐵皮。產品可依客戶需要採用裁片(Sheet)包裝或圈鐵(Coil)包裝,產速達350mpm,年產30萬噸之裁剪成品及圈鐵成品。並有波型裁剪設備,可裁剪波型鐵皮供製罐蓋。
1.規格標準 Standard Specification
A.馬口鐵皮:
統一實業所產製的馬口鐵皮(Tinplate)依據CNS 4155、JIS G3303標準產製。B.TFS鐵皮:
統一實業所產製的TFS鐵皮(Tin Free Steel)依據CNS 11241、JIS G3315標準產製。
2.產品尺寸 Product Size類別
Item厚度Thickness(mm)
寬度Width
(mm)長度Length
(mm)圈鐵重量Coil WT
(M/T)圈鐵內徑Inside DIA.
mm(in)裁片
Sheet0.14~0.60
680~950
508~1,050
___
___
圈鐵
Coil0.14~0.60
680~950
___
max.11
406(16),419(16.5),
508(20)
3.鋼種 Steel Grade鋼種
Steel Grade特 徵
CharacteristicsMR
殘留微量成分少,具有優良之耐蝕性,廣泛用於容器等之一般用途。
L
銅(Cu)、鎳(Ni)、鉻(Cr)、鉬(Mo)及其它殘留微量成分特別少,適合作為具有極優良耐蝕性之容器材料。
D
鋁全靜鋼,適合於深沖加工及易發生呂德氏線(Luder's Line)之加工用途。 4. 調質度 Temper Grade
符 號
Designation
洛氏表面硬度值(HR30TSm)
用 途
Usage
厚度 Thickness (mm)
t≦0.210
0.210<t≦0.280
0.280<t
一次軋延(SR)
Single Reduced
T-1
50±4
49±4
48±4
需要特別加工性質的深衝罐或噴嘴等。
T-2
54±4
53±4
52±4
中等程度深衝罐,如小型方罐,橢圓形罐等。
T-2.5、T-2.5CA
56±4
55±4
54±4
介於T2與T3之間硬度,如小型罐身,罐蓋等。
T-3、T-3CA
58±4
57±4
56±4
一般空罐罐身,罐蓋用或王冠瓶蓋。
T-4、T-4CA
62±4
61±4
60±4
需要較T3硬度條件稍高的罐身或王冠瓶蓋。
T-5CA
66±4
65±4
64±4
大型罐罐身或罐蓋,以及內壓大的容器用。
符 號
Designation
洛氏表面硬度值(HR30Tsm)
用 途
Usage
厚度 Thickness (mm)
二次軋延(DR)Double Reduced
DR-7.5CA
71±4
3片罐罐身、罐蓋。
DR-8CA
72±4
2片罐罐身、3片罐罐身、罐蓋,啤酒、碳酸飲料罐身。
DR-8.5CA
73±4
3片罐罐身、罐蓋。
DR-9CA
75±4
2片罐罐身、3片罐罐身、罐蓋,大型罐的罐身。
註:
1.規格記號CA者乃連續退火處理的馬口鐵皮,其優點為硬度高,機械性質均一,耐蝕性高,適合高速製罐。
2.DR-8CA,DR-9CA乃將原板經退火後再次軋成極薄而有強度的馬口鐵皮。
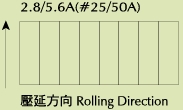
3.連續退火處理及DR馬口鐵皮具有機械方向性,故在使用來製造罐身時,壓延方向須與空罐圓周平行。
5. 表面鍍錫量 Tin Coating Weight Designation
種類
Type符 號
Designation of Coating Weight標稱表面錫量
Nominal Coating Weight最小平均表面錫量
Minimum Ave. Coating WeightCNS,JIS
g/m2
lb/B.B.
g/m2
lb/B.B.
等厚鍍錫
Equal Coating1.1/1.1
#10
1.1/1.1
0.05/0.05
0.9/0.9
0.04/0.04
2.8/2.8
#25
2.8/2.8
0.125/0.125
2.45/2.45
0.11/0.11
5.6/5.6
#50
5.6/5.6
0.25/0.25
5.05/5.05
0.23/0.23
8.4/8.4
#75
8.4/8.4
0.375/0.375
7.55/7.55
0.35/0.35
11.2/11.2
#100
11.2/11.2
0.50/0.50
10.1/10.1
0.45/0.45
差厚鍍錫
DifferentialCoating
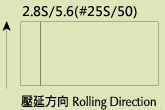
2.8/5.6
#25/50
2.8/5.6
0.125/0.25
2.45/5.05
0.11/0.23
2.8/8.4
#25/75
2.8/8.4
0.125/0.375
2.45/7.55
0.11/0.35
2.8/11.2
#25/100
2.8/11.2
0.125/0.50
2.45/10.1
0.11/0.45
5.6/8.4
#50/75
5.6/8.4
0.25/0.375
5.05/7.55
0.23/0.35
5.6/11.2
#50/100
5.6/11.2
0.25/0.50
5.05/10.1
0.23/0.45
8.4/11.2
#75/100
8.4/11.2
0.375/0.50
7.55/10.1
0.35/0.45
註:
1.兩面鍍錫量不同之表示,依客戶需要有S-mark及A-mark可區分兩面之錫量。
A.在高鍍錫量全面以平行線條表示 (A-mark)
B.在標示S記號之鍍錫量一面距邊緣約3mm處以白線條表示 (S-mark)
C.在低鍍錫量面以斷續平行線表示(標示記號,買賣雙方協議)
2.鍍錫量高於11.2(#100)或低於1.1(#10)條件,請予查詢。
表面鍍錫標記 Differential Marking
種類
Type
符號
Designation標記 Differential Marking
高鍍錫面平行線條
Parallel lines on the heavily coated surface
低鍍錫面邊緣線條
A continuous line on the lightly coated surface
差厚鍍錫
Differential Coating
2.8/5.6 (#25/50)
1/2"間距
在標示S記號之含錫面邊緣
約3mm作線條標記
A continuous line should be given on the lightly coated surface at 3 mm from the trimmed edge2.8/8.4 (#25/75)
1"間距
2.8/11.2 (#25/100)
1-1/2"間距
5.6/8.4 (#50/75)
1/2",1"間距交替
5.6/11.2 (#50/100)
1/2",1-1/2"間距交替
8.4/11.2 (#75/100)
1",1-1/2"間距交替
範例
Examples of Marking
6. 電鍍鍍錫鋼片之表面處理 Finish of Electrolytic Tinplate
符號
Symbol表面處理的區分
Type of finish特 徵
CharacteristicB
光面處理
光面處理的原板於鍍錫後進行熔融處理,產出表面光澤之電鍍鍍錫鋼片。
R1
粗面處理
粗面處理之原板於鍍錫後進行熔融處理,產出表面光澤之電鍍鍍錫鋼片。
R2
極粗面處理
極粗面處理之原板於鍍錫後進行熔融處理,產出表面光澤之電鍍鍍錫鋼片。
MA、MB、MC、
S1、S2
銀面處理
鈍面處理的原板於鍍錫後進行熔融處理,產出表面光澤之電鍍鍍錫鋼片。
M1、M2、M3
鈍面處理
鈍面處理的原板於鍍錫後不進行熔融處理,產出表面無光澤之電鍍鍍錫鋼片。
-
統一公司為提供高品質及符合客戶需要之產品,因此希望 貴客戶在訂貨時請惠予提供以下資料:
1. 馬口鐵種類及規格
A. 鋼種
B. 尺寸
C. 鍍錫量
D. 調質量
E. 表面處理
2. 用途
3. 包裝方式
4. 交貨期
5. 其他有關事項
如果您想知道更進一步的資訊請洽,本公司業務人員:
馬口鐵產品:蘇高弘 (外銷)
電話:06-2531131 分機:508
傳真:06-2539361
E-mail: scottie@tonyi.com.tw
杜杰發 (內銷)
電話:06-2531131 分機:510
傳真:06-2539361
E-mail: daviddo@tonyi.com.tw