

Tinplates & TFS
Even since its introduction as a packing material for the proceed foods, tinplate has plays an important role in packing industry for over 100 years. Today, various kind of packing materials have been developed and commercialized. However, with an attractive surface finish, excellent corrosion resistance, workability, solderability, printability and paintability, tinplate is still the main stream of food packing materials and popular in numerous applications such as motor oil cans, electric parts, dry cells, stations, toys, etc.
Realizing the potential tinplate enjoys in the packing industry, we diversified into this field, and a computerized, fully automated electrolytic tinning line, planned and built by JFE Steel Corp. on a turnkey basis, was commissioned in 1986. The line employs the Halogen Continuous Electrolytic process which is famous not only for its ability to guarantee the uniformity of tin coating weight but also its ability to run the ultra thin or high temper black plate; besides it is simple to maintain.
-
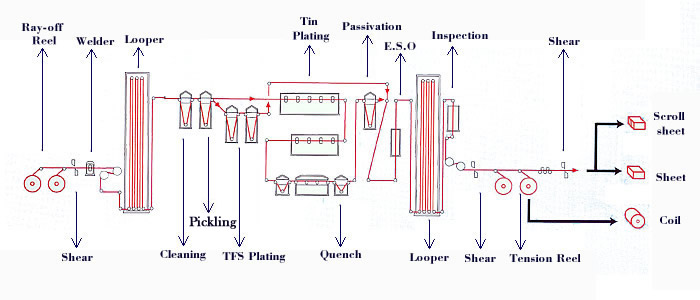
Manufacturing Process
We operate the Halogen continuous electric tinning line through a fully computerized control system for non-stop manufacturing which even changes cutting size and selects current chemical treatment, temperature and line speed, besides it automatically inspects and adjusts for malfunction. It's a high-tech production which is an excellent combination of technologies, sophisticated facilities and professional spirits.
Process of Tinning Line
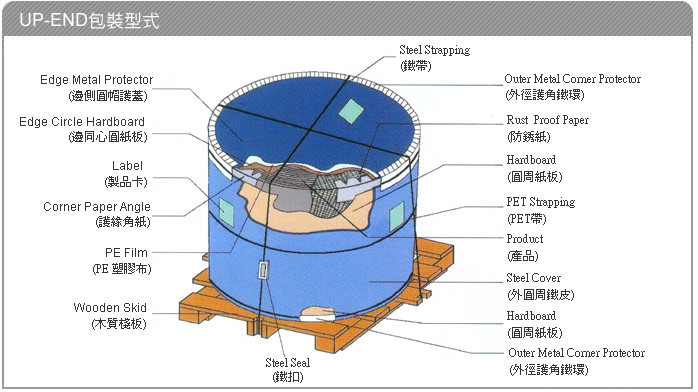
PACKING
Ton Yi’s packing has been specially developed to guarantee its product during the handling, transportation and warehousing. Tinplate in cut lengths are usually shipped in lots containing 1500 sheets in one skid. The quantity of sheets per package can be modified when required.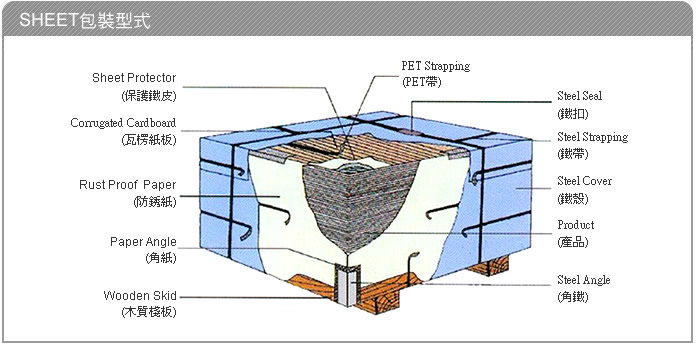
IDENTIFICATION/
All packages of cut length are attached with labels carrying STEEL GRADE, TEMPER GRADE, FINISH, TIN COATING MASS, DIMENSIONS, QUANTITY OF SHEETS , INSPECTION NO, etc.

-
Ton Yi has a multi-purpose plating line producing tinplates, tin free steel and other plated steel which can be packed in both sheets and coils. Its annual capacity is 300 thousand metric tons at speed of 350 mpm. There is a set of scroll-cutting equipment for cutting coil in scrolled sharp, especially for can end pressing
1. Standard Specification
A. Tinplate
Tinplate produced in Ton Yi meets the requirements of CNS 4155、JIS G3303 standard.
B. Tin Free Steel (TFS)
Tin Free Steel produced in Ton Yi meets the requirements of CNS 11241、JIS G3315 standard.2. Product Dimension
Designation
Item
Thickness
(mm)
Width
(mm)
Length
(mm)
Coil WT
M/T
Inside DIA
mm(in)
Single Reduced
Sheet
0.147~0.60
680~980
508-1,100
------
------
Coil
0.147~0.60
680~980
------
Max.10.5
406(16)、419(16.5)、508(20)
Double Reduced
Sheet
0.13~0.60
700~980
508-1,100
------
------
Coil
0.13~0.60
700~980
------
Max.10.5
406(16)、419(16.5)、508(20)
3. Steel Grade
Steel Grade
Characteristics
MR
Base steel, low in residual elements, that has high corrosion resistance and is widely used in general applications such as containers.
L
Base steel, extremely low in residual elements such as copper(Cu), nickel(Ni), chromium(Cr) and molybdenum(Mo), that has excellent corrosion resistance and is used for containers.
D
Aluminium killed base steel used for applications involving deep drawing or other types of severe forming that tend to give rise to Lueder's lines.
4.Temper Grade
Designation
HR30TSm
Usage
Thickness (mm)
t≦0.210
0.210<t≦0.280
0.280< t
Single Reduced
T-1BA
50±4
49±4
48±4
Drawn requirements, nozzles, spouts, closures.
T-2BA
T-2CA
54±4
53±4
52±4
Applications where moderate drawability and some stiffness are required small square and oval.
T-2.5BA
T-2.5CA
56±4
55±4
54±4
Suitable for applications requiring the drawability of T-2 and the stiffness of T-3, such as small can bodies and ends.
T-3BA
T-3CA
58±4
57±4
56±4
Can ends and bodies, large diameter closures, crown caps.
T-4BA
T-4CA
62±4
61±4
60±4
General line cans, crowns and others requiring higher stiffness than T-3.
T-5CA
66±4
65±4
64±4
Large can ends and bodies where excellent bulking resistance is required.
Designation
HR30TSm
Usage
Double Reduced
DR-7.5BA
DR-7.5CA
71±4
DRD 2-piece can bodies,3-piece can bodies,can ends,butane can bodies,electronic components.
DR-8BA
DR-8CA
72±4
DRD 2-piece can bodies,3-piece can bodies,lug caps,aerosol can bodies,electronic components,beer cans bodies,carbonated drink can bodies,crown caps,easy open ends.
DR-8.5BA
DR-8.5CA
73±4
3-piece can bodies,electronic components,can ends.
DR-9BA
DR-9CA
75±4
DRD 2-piece can bodies,3-piece can bodies,lug caps,butane can bodies,electronic components,large can bodies.
Remarks:
1.The suffix CA means continuous-annealing. CA tinplate features high hardness, uniform mechanical properties, and high corrosion resistance, making it suitable for high-speed can making.
2.DR base metal undergoes a second major cold reduction after annealing, providing thinner gauge along with greater rigidity and strength than SR base metal.
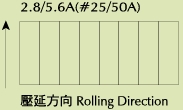
3.Continuous-annealing CA tinplates have mechanical directionality. Therefore, when used to manufacture can bodies, the rolling direction must be parallel to the circumference of the can.
5. Tin Coating Weight Designation
Type
Designation of Coating Weight
Nominal Coating Weight
Minimum Ave. Coating Weight
CNS,JIS
g/m2
lb/B.B.
g/m2
lb/B.B.
Equal Coating
1.1/1.1
#10
1.1/1.1
0.05/0.05
0.9/0.9
0.04/0.04
2.8/2.8
#25
2.8/2.8
0.125/0.125
2.45/2.45
0.11/0.11
5.6/5.6
#50
5.6/5.6
0.25/0.25
5.05/5.05
0.23/0.23
8.4/8.4
#75
8.4/8.4
0.375/0.375
7.55/7.55
0.35/0.35
11.2/11.2
#100
11.2/11.2
0.50/0.50
10.1/10.1
0.45/0.45
Differential
Coating
2.8/5.6
#25/50
2.8/5.6
0.125/0.25
2.45/5.05
0.11/0.23
2.8/8.4
#25/75
2.8/8.4
0.125/0.375
2.45/7.55
0.11/0.35
2.8/11.2
#25/100
2.8/11.2
0.125/0.50
2.45/10.1
0.11/0.45
5.6/8.4
#50/75
5.6/8.4
0.25/0.375
5.05/7.55
0.23/0.35
5.6/11.2
#50/100
5.6/11.2
0.25/0.50
5.05/10.1
0.23/0.45
8.4/11.2
#75/100
8.4/11.2
0.375/0.50
7.55/10.1
0.35/0.45
Remarks:
1.The following designations and markings are used for differentially coated tinplates:
A. A-mark : Parallel lines on the heavily coated surface.
B. S-mark : Single continuous line on the lightly coated surface.
C. Interrupted parallel lines are marked on the lighter coated surface.(The marking symbol may be agreed by the purchaser and the manufacturer)
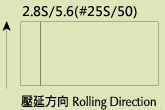
2.For the tin coating mass over 11.2(#100) or below 1.1(#10), please inquire.Differential Marking
Type
Designation
Differential Marking
Parallel lines on the heavily coated surface
A continuous line on the lightly coated surface
Differential Coating
2.8/5.6 (#25/50)
1/2" line spacing
A continuous line should be given on the lightly coated surface at 3 mm from the trimmed edge
2.8/8.4 (#25/75)
1" line spacing
2.8/11.2 (#25/100)
1-1/2" line spacing
5.6/8.4 (#50/75)
1/2",1" line spacing
5.6/11.2 (#50/100)
1/2",1-1/2" line spacing
8.4/11.2 (#75/100)
1",1-1/2" line spacing
Examples of Marking
6. Finish of Electrolytic Tinplate
Symbol
Type of finish
Characteristic
B
Smooth Finish
Electrolytic tinplate with a luster finish provided by a flow-melted tin coating on a smooth finish blackplate.
R1
Stone Finish
Electrolytic tinplate with a luster finish provided by a flow-melted tin coating on a stone finish blackplate.
R2
Rough Stone Finish
Electrolytic tinplate with a luster finish provided by a flow-melted tin coating on a rough finish blackplate.
MA、MB、MC、
S1、S2Silver Finish
Electrolytic tinplate with a luster finish provided by a flow-melted tin coating on a matt finish blackplate.
M1、M2、M3
Matte Finish
Electrolytic tinplate with a matt finish provided by an unflow-melted tin coating on a matt finish blackplate.
-
When an inquiry is made or when an order is placed for Ton Yi please give the following information.
1. Tinplate specification
A. Steel grade
B. Dimension
C. Tin Coating mass
D. Temper grade
E. Finish
2. Specific end use
3. Packing and marking requirements
4. Delivery requirement
5. Any other information, if required
For more information,please contact:
Scottie Su
TEL:886-6-2531131 Ext:508
FAX:886-6-2539361
E-mail: scottie@tonyi.com.tw